 Int'L Trading Co., Ltd.")
Nederlands
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


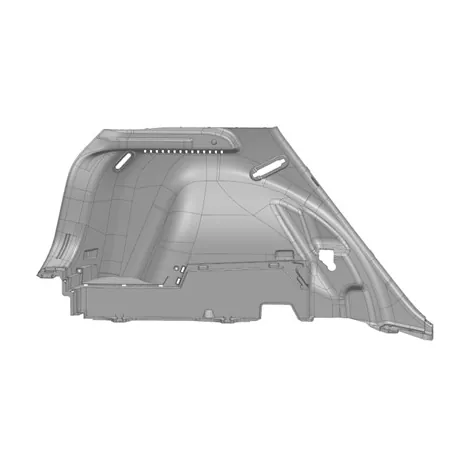

Automotive linkerzijpaneel stempelmatrijs
De SIKAIDA Automotive Left Side Panel Stamping Die is een groot, uiterst nauwkeurig en complex stempelmatrijssysteem dat speciaal is ontworpen voor het stempelen van het linker integrale zijpaneel van stalen of aluminium platen. Het omvat meerdere werkstations, waaronder stansmatrijzen, tekenmatrijzen, trimmatrijzen en flensmatrijzen. Als professionele fabrikant in China maakt SIKAIDA gebruik van geavanceerde ontwerpconcepten, precisieproductietechnologie en betrouwbare prestaties om toonaangevende producten te creëren die volledig voldoen aan de hoge normen van de moderne autoproductie, toegewijd aan het leveren van hoogwaardige stempelmatrijsoplossingen aan wereldwijde autofabrikanten.
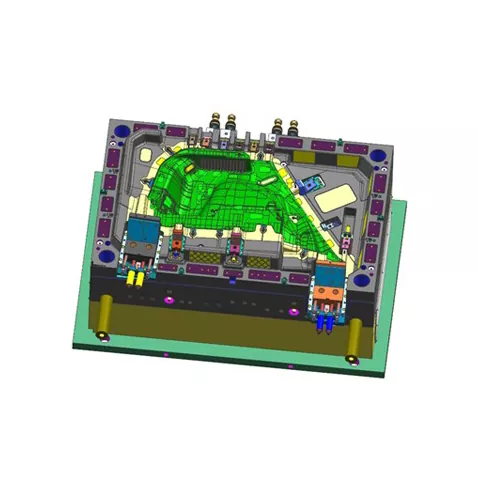
De SIKAIDA Automotive Left Side Panel Stamping Die is een groot, uiterst nauwkeurig en complex stempelgereedschapssysteem ontwikkeld door SIKAIDA voor het stempelen van het linker integrale zijpaneel van stalen of aluminium platen. Het is niet één enkele matrijs, maar een compleet geïntegreerd systeem met belangrijke componenten zoals stansmatrijzen, trekmatrijzen, trimmatrijzen en flensmatrijzen. Het productieniveau van dit product vertegenwoordigt rechtstreeks de hoogste standaard van stempelmatrijzen voor carrosseriepanelen en is een kernsymbool van SIKAIDA's uitgebreide kracht als professionele leverancier in de matrijzenindustrie.
Gedetailleerde productkenmerken
1. Groot formaat en complexe structuur
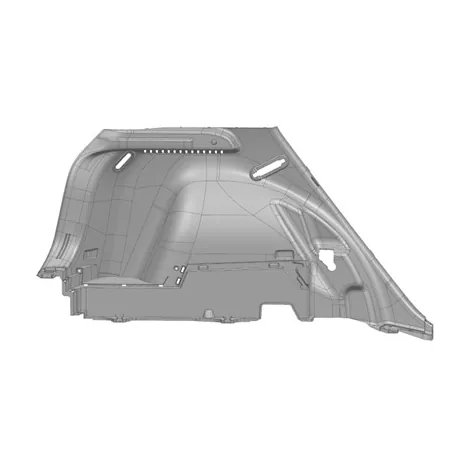
Het linkerzijpaneel van een auto is groot van formaat (meestal meer dan 1,5 meter lang en 0,8-1 meter breed), met een complexe vorm, inclusief dieptrekkenmerken, complexe krommingen, raamopeningen en kenmerkende lijnen. SIKAIDA's Automotive Left Side Panel Stamping Die kan nauwkeurig de montagegaten, verstevigingsribben en flensdetails op het zijpaneel vormen. Door professionele simulatieanalyse en optimalisatie van de matrijsstructuur zorgt het voor een redelijke spanningsverdeling en stabiele vorming.
2. Hoge precisie en hoge kwaliteitseisen
Omdat het een belangrijk exterieuronderdeel van een auto is, moet het linkerzijpaneel vrij zijn van krassen, rimpels, deuken en andere defecten. SIKAIDA controleert de kwaliteit strikt, met strenge eisen voor de oppervlakteafwerking van de matrijs en de drukverdeling. De sleutelvormende oppervlakken zijn fijn gepolijst tot een spiegelafwerking, waardoor oppervlaktedefecten die worden veroorzaakt door wrijving tussen het plaatmetaal en de mal tijdens het stempelen effectief worden vermeden.
3. Geïntegreerd vormen met meerdere processen
Het stempelen van het linkerzijpaneel vereist een continue voltooiing van meerdere processen, waaronder stansen, tekenen, bijsnijden en flenzen. SIKAIDA's Automotive Left Side Panel Stamping Die werkt naadloos samen met moderne geautomatiseerde productielijnen, waarbij gebruik wordt gemaakt van robotische overdrachtstechnologie om continu stempelen op meerdere stations te realiseren. Hierdoor wordt de productie-efficiëntie in evenwicht gebracht met een consistente productkwaliteit, en de wetenschappelijke procesindeling verkort de productiecycli en verlaagt de kosten.
4. Complex geleidings- en balanceringssysteem
Om rekening te houden met de complexe vormen en grote afmetingen van de zijpanelen, is de matrijs uitgerust met een uiterst nauwkeurig geleidingssysteem (geleidingspilaren, geleidehulzen, zijgeleidingsplaten) om een nauwkeurige sluiting van de bovenste en onderste matrijzen te garanderen. Een uitgebreid balanceringssysteem (stikstofveren, mechanische balansblokken) zorgt voor stabiel en veilig stempelen, waardoor de levensduur van de matrijs wordt verlengd.
5. Geavanceerd smeer- en ventilatiesysteem
De matrijs is voorzien van een complex automatisch smeersysteem dat tijdens het stempelen automatisch smeermiddel aanbrengt, waardoor de wrijving tussen het plaatmetaal en de matrijs wordt verminderd en de vormkwaliteit wordt verbeterd. Grote trekmatrijzen zijn uitgerust met een meerpuntsontluchtingssysteem om rimpels, deuken en andere vormfouten veroorzaakt door ingesloten lucht te voorkomen.

Producteigenschappen en toepassingen
SIKAIDA Automotive linkerzijpaneel stempelmatrijs wordt voornamelijk gebruikt bij de vervaardiging van zijpanelen voor personenauto's zoals sedans, SUV's en MPV's. Het kan ook worden gebruikt bij de productie van cabinezijpanelen en andere bekledingen voor bedrijfsvoertuigen. De mallen zijn gemaakt van hoogwaardig gelegeerd staal, waarbij de belangrijkste oppervlakken een warmtebehandeling en precisiepolijsten ondergaan, wat resulteert in een hoge slijtvastheid, hoge precisie en een lange levensduur. Als professionele fabriek met uitgebreide productie-ervaring kan SIKAIDA matrijsoplossingen aanpassen aan verschillende voertuigmodellen en klantbehoeften, en zo voldoen aan de uiteenlopende productie-eisen van de auto-industrie.
Introductie van het productieproces
1. Productanalyse en CAE-simulatie
Vóór het matrijsontwerp maakt SIKAIDA gebruik van professionele stempelsimulatiesoftware zoals AutoForm en Dynaform om de vervormbaarheid, spanning en terugvering van de zijpanelen te voorspellen, kwaliteitsrisico's vooraf te identificeren, procesoplossingen en matrijsstructuren te optimaliseren en de proef- en wijzigingskosten te verlagen.
2. Vormontwerp
Geavanceerde 3D-ontwerpsoftware zoals UG en CATIA wordt gebruikt om het volledige 3D-ontwerp van alle componenten te voltooien, inclusief de bovenmal, ondermal en drukring. Er wordt volledig rekening gehouden met factoren zoals de dikte van het plaatmetaal en de terugveringscompensatie om de nauwkeurigheid en stabiliteit van de matrijs te garanderen. Het ontwerpschema wordt beoordeeld en bevestigd door professionele ingenieurs.
3. Materiaalkeuze
Het Automotive Left Side Panel Stamping Die-substraat maakt gebruik van hoogwaardig koolstofconstructiestaal (zoals 45 staal) of gelegeerd constructiestaal (zoals 42CrMo) om taaiheid en stijfheid te garanderen. De werkende delen (profielen, snijkanten) maken gebruik van gereedschapsstaal met hoog koolstofgehalte en hoog chroomgehalte (zoals Cr12MoV, SKD11) of poedermetallurgisch staal om een hoge hardheid en hoge slijtvastheid te garanderen en de levensduur van de matrijs te verlengen.
4. Precisiebewerking
- Ruwe bewerking: De initiële bewerking wordt uitgevoerd met behulp van een grote portaalfreesmachine of een CNC-portaalbewerkingscentrum, met ruimte voor afwerking.
- Afwerking: hogesnelheids-CNC-bewerkingscentrum, precisiebewerking van profielen en snijkanten zorgt voor maatnauwkeurigheid en oppervlakteruwheid.
- Speciale bewerking: Elektrische ontladingsbewerking (EDM) wordt gebruikt om complexe profielen en hoeken te bewerken; draadvonken wordt gebruikt om precisiegaten en contouren te bewerken; afschrikken en temperen worden uitgevoerd om een hardheid van 48-52 HRC te bereiken.
- Oppervlaktebehandeling: Hardverchromen of nitreren wordt op de profielen aangebracht om de hardheid en slijtvastheid te verbeteren, terwijl ook roestpreventie en ontvetting worden uitgevoerd.
5. Montage en foutopsporing (T0-proefvorm)
Alle componenten worden samengevoegd tot een complete mal, geïnstalleerd op de stempelapparatuur voor proefgieten. Professionele technici passen herhaaldelijk procesparameters zoals druk en slag aan totdat een gekwalificeerd onderdeel wordt geproduceerd. Na inspectie van het eerste stuk en bevestiging van de maatvoering wordt het aan de klant afgeleverd.
Ontwikkelingstrends
1. Ultragroot geïntegreerd vormstuk
De zijpanelen voor auto's ontwikkelen zich in de richting van grotere geïntegreerde structuren, die een hoger vormtonnage (tot 2000 ton en meer) en maatvastheid vereisen. SIKAIDA optimaliseert voortdurend de ontwerp- en verwerkingstechnologie, waardoor de ontwikkeling mogelijk wordt van ultragrote geïntegreerde stempelmatrijzen voor zijpanelen om te voldoen aan de behoeften van nieuwe energievoertuigen en modellen van de volgende generatie.
2. Lichtgewicht materiaaltoepassing
Met de ontwikkeling van lichtgewicht auto's worden nieuwe materialen zoals hoogwaardig staal en aluminiumlegeringen op grote schaal gebruikt. SIKAIDA optimaliseert de matrijsstructuur en oppervlaktebehandelingstechnologie om zich aan te passen aan de vormeigenschappen van nieuwe materialen (zo zijn trekmatrijzen van aluminiumlegeringen uitgerust met speciale coatings en smeersystemen).
3. Intelligente productie en digitalisering
Druk- en temperatuursensoren zijn in de matrijs ingebed om de stempelparameters in realtime te bewaken, waardoor voorspellend onderhoud en procesoptimalisatie mogelijk zijn. Gecombineerd met digital twin-technologie voor virtueel debuggen kan de ontwikkelingscyclus met 20-30% worden verkort, waardoor de R&D-efficiëntie wordt verbeterd.
4. Snelle matrijsverandering en automatisering
Voor productiebehoeften met meerdere variëteiten en kleine batches heeft de matrijs een snelle matrijswisselstructuur (snel klemmen, automatische positionering), gekoppeld aan geautomatiseerde robots en vision-inspectiesystemen, waardoor een hoge mate van automatisering wordt bereikt bij de stempelproductie en de productieflexibiliteit wordt verbeterd.
Veelgestelde vragen
Vraag 1: Welke materialen worden doorgaans gebruikt voor de stempelmatrijs voor het linkerzijpaneel van de auto?
A1: De malbasis maakt gewoonlijk gebruik van hoogwaardig koolstofconstructiestaal (zoals 45 staal) of gelegeerd constructiestaal (zoals 42CrMo). De werkende delen (profielen, snijkanten) zijn gemaakt van gereedschapsstaal met hoog koolstofgehalte en hoog chroomgehalte (zoals Cr12MoV, SKD11) of poedermetallurgisch staal om een hoge hardheid (48-52 HRC) en hoge slijtvastheid te garanderen. Sommige hoogwaardige mallen gebruiken gecementeerd carbide of oppervlaktecoatingtechnologie om de levensduur te verbeteren.
Vraag 2: Hoe lang duurt de productiecyclus van een stempelmatrijs voor het linkerzijpaneel voor auto's?
A2: De productiecyclus voor het stempelen van matrijzen voor het linkerzijpaneel van een auto varieert doorgaans van 8 tot 15 maanden, afhankelijk van factoren zoals de complexiteit van het onderdeel, precisie-eisen en productiecapaciteit. De ontwikkelingscyclus voor matrijzen voor complexe zijpanelen met gebogen oppervlak kan langer dan 15 maanden duren, terwijl matrijzen voor eenvoudige structuren binnen 8 tot 10 maanden kunnen worden voltooid. Het hele proces, van ontwerp en verwerking tot montage en debuggen, vereist samenwerking tussen meerdere afdelingen.
Hottags: Automotive linkerzijpaneel stempelmatrijs, China, fabrikant, leverancier, fabriek
Stuur onderzoek
Contact informatie
-
Adres
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, China
-
Tel
-
E-mailen
Welkom op onze website! Voor vragen over onze producten of prijslijst kunt u uw e-mailadres achterlaten en wij nemen binnen 24 uur contact met u op.











